第一部分 锂电池浆料沉浆理论计算
配料(也称混料)是锂电池制备过程中第一道工序,同时也是最重要工序之一。混料简言之就是将各颗粒材料与胶液或溶剂混合,形成稳定的悬浮液。既然是颗粒悬浮,必然颗粒将受重力影响沉积(行业术语称沉浆)。下面谈谈沉浆的理论公式
stokes方程

……(1)

......(2)
其中,
V:表示颗粒的体积
ρ1:表示胶液密度
ρ2:表示颗粒密度
η:表示粘度
a:表示颗粒半径
V0:表示沉浆速度
搅拌工艺要求

……(3)

……(4)
其中,
r:表示分散盘半径
V:分散盘线速度
n:分散盘转速
下面举例讨论固含量对沉浆速度的影响(固定加料顺序因子的影响)
正极体系配方比例94:2.5:1:2.5
固含量S.C=W%,总量干粉为a克
m(PVDF胶)=2.5%a,m(NMP溶剂)=a(1/W-1)
即PVDF胶的固含量S.C=2.5a/[2.5a+a(1/W-1)]=2.5/(1/W+1.5)
结论①η一致,浆料固含量↑,S.C(PVDF)会↑,V0将 ↓,ρ(PVDF)↑
②固含量一致,η将 ↑,V0将 ↓
负极体系配方比例94.7:2:1.3:2
固含量S.C=W’%,总量干粉为b克
即CMC胶的固含量S.C==1.3/(1/W’+0.3)
结论负极沉浆后加入CMC是提高胶液密度,使负极颗粒悬浮。
第二部分 锂电池极片设计理论
在确定生产何种电池时,首先需要对电池进行理论计算,如配方、理论容量、极片长宽、敷料面密度及压实、电解液注液量等等。下面先简单扼要推论电芯的设计。
下面的公式暂不讨论延伸率、反弹率、极耳体积、胶纸体积、极耳间隙位体积、留白体积、面垫体积等。下面以圆柱型电池为例
首先定义正极片(正极为控制电极,即负包正设计)
壳内径=R
设计容量=C
正极活性物比例=a正
正极克容量=C’正
正极宽度=W正
正极压实密度=P正
正极面密度=A正
正集流体厚度=H正
计算出
壳体横截面积=ПR2 ……(1)
正极片长度=C/C’/A正/W正/C’正/2 ……(2)
正极片厚度=A正/P正+H正 ……(3)
负极过量比N/P=1.1
负极活性物比例=a负
负极克容量=C’负
负极宽度=W负
负极压实密度=P负
负极面密度=A负
负集流体厚度=H负
负包正长=H’
负极片长度=正极片长度+H’ ……(4)
负极片厚度=A负/P负+H负……(5)
隔膜厚度=H隔膜
入壳率=
[正极片长度*正极片厚度+负极片长度*负极片厚度+2H隔膜*(负极片长度+2ПR)]/ П R2……(6)
注:入壳率≈98%
第三 部分 锂电池极耳设计理论公式
一般的锂电池正负极端是通过内部镍极耳(铜镀镍)或铝极耳分别与负极、正极盖帽连接。当然,极耳的设计对过流能力有着重要影响,下面介绍一下极耳设计理论
一、极耳材质理论参数
(1)镍极耳的安全载流值为11-13A/mm2,镍的电导率在140000 S/cm,熔点在 1200℃~1400℃。
镍极耳的过流能力表
极耳厚度/mm
极耳宽度/mm
过流能力/A
0.1
3
3.5
0.1
4
4.5
0.1
5
5.5
0.1
6
6.5
(2)铜极耳的安全载流值5-8A/mm2,铜的电导率在584000 S/cm,熔点在 ≈1000℃。
(3)铝极耳的安全载流值3-5A/mm2,镍的电导率在369000 S/cm熔点在 ≈660℃。
二、极耳的几何位对阻抗影响理论设计
集流体(箔材)过流离极耳越远,过电流过弱;
平均电流值为集流体一半,简单说有效阻抗Reff为集流体阻抗值Ro一半
Reff=Rc/2或Ra/2
其中
①Rc为正集流体阻抗值
②Ra为负集流体阻抗值
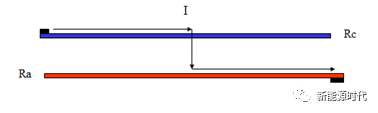
(1)极耳位于极片中间位
E=(I/2)^2*(Ro/4)+(I/2)^2*(Ro/4)= I^2*(1/8)Ro=I^2*Reff
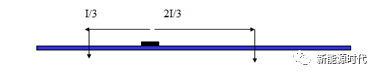
(2)极耳位于极片1/3位
E=(I/3)^2*(Ro/6)+(2I/3)^2*(2Ro/6)= I^2*(1/6)Ro
(3)单极耳位于任意位
E=I^2*[x^2*x/2+(1-x)^2*(1-x)/2]Ro

(4)双极耳位于任意位
E=(I/3)^2*(Ro/6)+(I/3)^2*(Ro/6)+(I/3)^2*(Ro/6)

免责声明:本网站内容来自作者投稿或互联网转载,目的在于传递更多信息,不代表本网赞同其观点或证实其内容的真实性。文章内容及配图如有侵权或对文章观点有异议,请联系我们处理。如转载本网站文章,务必保留本网注明的稿件来源,并自行承担法律责任。联系电话:0535-6792766

是锂电池制备过程中第一道工序,同时也是最重要工序之一。混料简言之就是将各颗粒材料与胶液或溶剂混合,形成稳定的悬浮液。既然是颗粒悬浮,必然颗粒将受重力影响沉积(行业术语称沉浆))

2024-04-18
2024-04-18
2024-04-18



